激光一种工具 激光转换为工具
从激光源到工件
激光从光源输出之后,要经过光束整形、传导、再整形和聚焦等基本的过程。根据激光种类以及加工任务的不同,光束经过的元器件也将不同。我们以 CO2 激光器和固体激光器为例简单介绍一下这其中所采用的光束传输系统和光学聚焦系统所需要的典型元器件。除了这些元器件之外,你还会发现大量其它的元器件,而且不同制造商设计所用到的元件也是不同的。

三路输出激光器系统 激光器+光纤+加工头

CO2 激光器光束传输系统
由于激光波长的特殊性, CO2 激光器的输出激光以自由光束的形式从光源传输到加工头。与电力运输类似,激光首先也会通过激光束扩束减小光的发散角,实现长距离的传输,在光束传输系统的终点,激光束进入到加工头。加工头通过改变光束性质,使其成为适用于不同工艺的工具。聚焦直径、焦深、像距以及功率密度都需要针对特定的工艺而调整。因此,不同材料的加工涉及到不同加工头的使用。尽管它们都依赖于能聚焦激光束的透镜或反射镜,但是它们各自的特性需要根据具体的加工过程和用到它们的设备来决定。目前在 CO2 激光器中主要有透镜聚焦和反射聚焦两种方式。
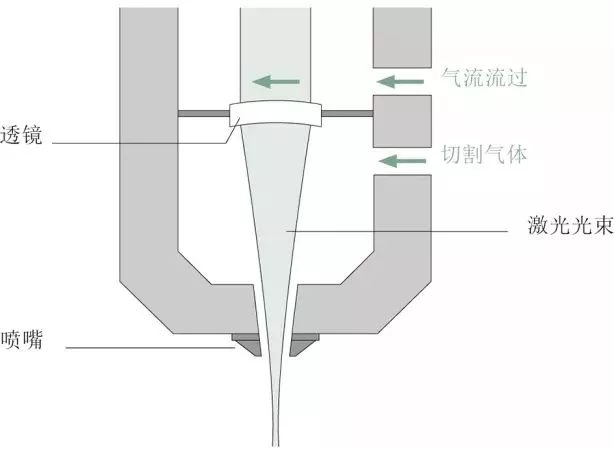
透镜式聚焦
透镜光学系统可以用于 CO2 激光器和固体激光器。它们包含一个或者多个用来聚焦光束的透镜。制造透镜的材料必须对相应激光的波长是低吸收的。否则透镜将会吸收激光而发热,产生像差。甚至会引起透镜和加工头的损伤。
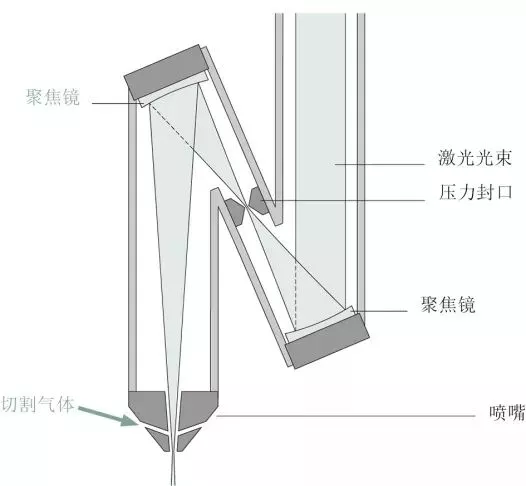
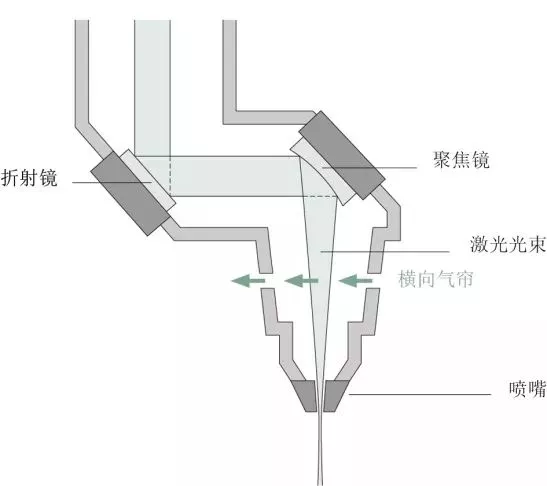
激光反射折射式聚焦
反射式光学系统多用于高功率激光器中。金属反射镜更加耐用,它们不受热损伤影响,因此对能吸收激光能量的灰尘或者其他颗粒的敏感度低一些。与透镜传输不同的是:凸面反射镜(向外弯曲)使光束发散,而凹面反射镜(向内弯曲)使光束汇聚。
固体激光器
与 CO2 激光器中复杂的光束传输系统相比,固体激光器的光束可以采用更为简单更为先进的方式传导。由于波长处于近红外波段,激光束可以在纤细的石英光纤中传输而不会出现太高的能量损耗。石英光纤是激光传输光纤的核心,激光传输按照全反射的方式进行。
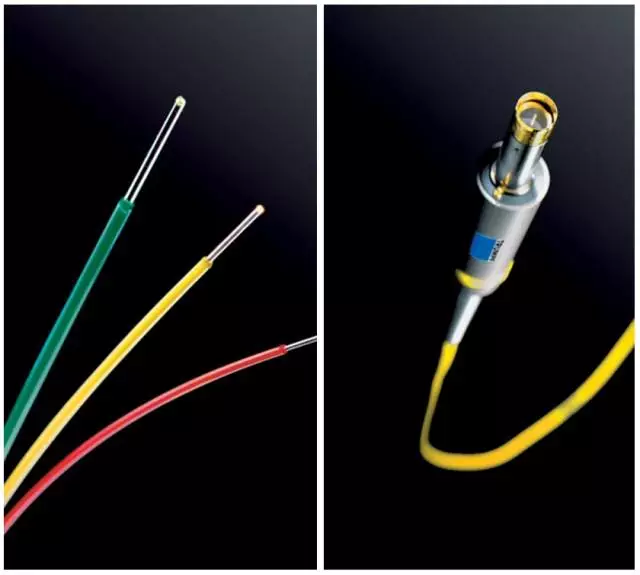
激光束离开光源后,立即被耦合进激光传输光纤。一旦光束进入光纤,它就可以被传送到生产设备中的任何地方。光纤为激光束提供了最佳的保护,使它可以在较低功率损耗的条件下覆盖光源与放置代加工产品机器间超过 100m 的距离。

为了提高激光器的使用效率,单台激光器可以通过光纤多光路输出的方式将激光能量传输到多个设备或工作站。当多个工作站需要使用激光但又不是同时使用激光加工时,这种激光网络将是个不错的方案。除此之外,当激光网络中某个输出光路出现故障时也可以快速的用空闲光路替换,确保激光加工的连续性,也提高了激光的可用性,避免了长时间停工。汽车行业中汽车车身的生产经常会用到这样的激光网络方案。
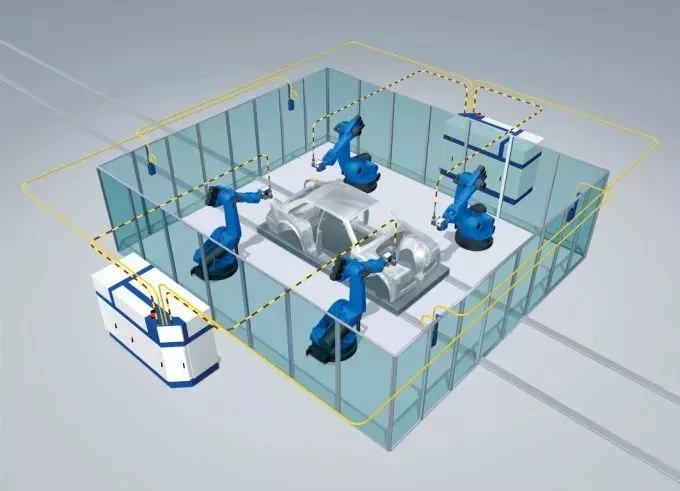
激光网络提高激光器的使用率
飞行焊接
与 CO2 激光器一样,固体激光器也采用透射式和反射式进行光束整形和聚焦。它们的结构非常相似,只是由于波长的差异性造成了镜片的材料不同,在此我们不再进行介绍。
除了透射式和反射式的固定式加工头,振镜扫描光学系统在激光加工中也发挥着重要的作用,它们可以用来激光打标、焊接、钻孔和烧蚀等应用。相对于固定式加工头,振镜加工头对于工件的加工速度更快,精度也更高。

振镜激光焊接机进行快速焊接
在典型的扫描光学系统中,两个电机控制镜片的旋转来反射激光,然后用平场透镜对光束进行聚焦。两个镜片的旋转轴彼此垂直。镜片可以将焦点导向工作区域内任何一点,也就是用激光“扫描”工作区域。扫描光学系统能够对激光束焦点进行瞬时定位。这是通过旋转体积小、重量轻的镜片来实现的,而不是移动光学系统或整个横向构件。由于镜片和工件之间存在很大的距离,镜片稍微旋转就能使激光束移动几厘米。因此平场透镜可以实现大平面区域上的激光加工。
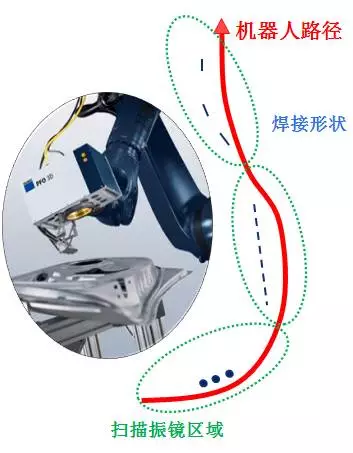
飞行焊接提高减少加工时的定位时间
同步机器人运动轨迹的远程激光焊接又叫飞行焊接,是振镜加工中速度更快、等待时间被极大优化的加工方式。飞行焊接将机器人和扫描光学系统结合使用,动态地将聚焦激光束定位到工件上。用高度集成的激光焊接仅仅几秒钟就能将像汽车车门这样的大部件焊接在一起。机器人在工件上约半米范围内沿着平滑路线移动扫描光学系统。极度灵活的扫描镜在几分之一秒内就可以将聚焦点从一条焊缝引导到另一条焊缝。机器人运动的时候,激光器不需要进行等待,进一步提高设备的生产效率。另外,为了在高速焊接的时候保证加工的准确性和稳定性,越来越多的传感器也开始进入到不同的应用领域中。
- 2022-05-16
- 2018-09-24
- 2018-09-18
- 2018-09-06
- 2018-04-25
- 2018-03-17
- 2018-03-17
- 2018-02-07
- 2018-01-05
- 2018-01-01
- 2018-01-01
- 2017-11-30
